
After the association freieFarbe e.V. had met last year in Tübingen for their annual general meeting, this year we met in a rustic hut in the Appenzeller Land, which Peter Jäger from pre2media and Eric A. Soder from pixsource.com had excellently chosen, just like the sunny weather that should accompany us from Friday to Sunday.
Convert PANTONE colours optimally into CMYK. Practical aspects to the new old discussion.
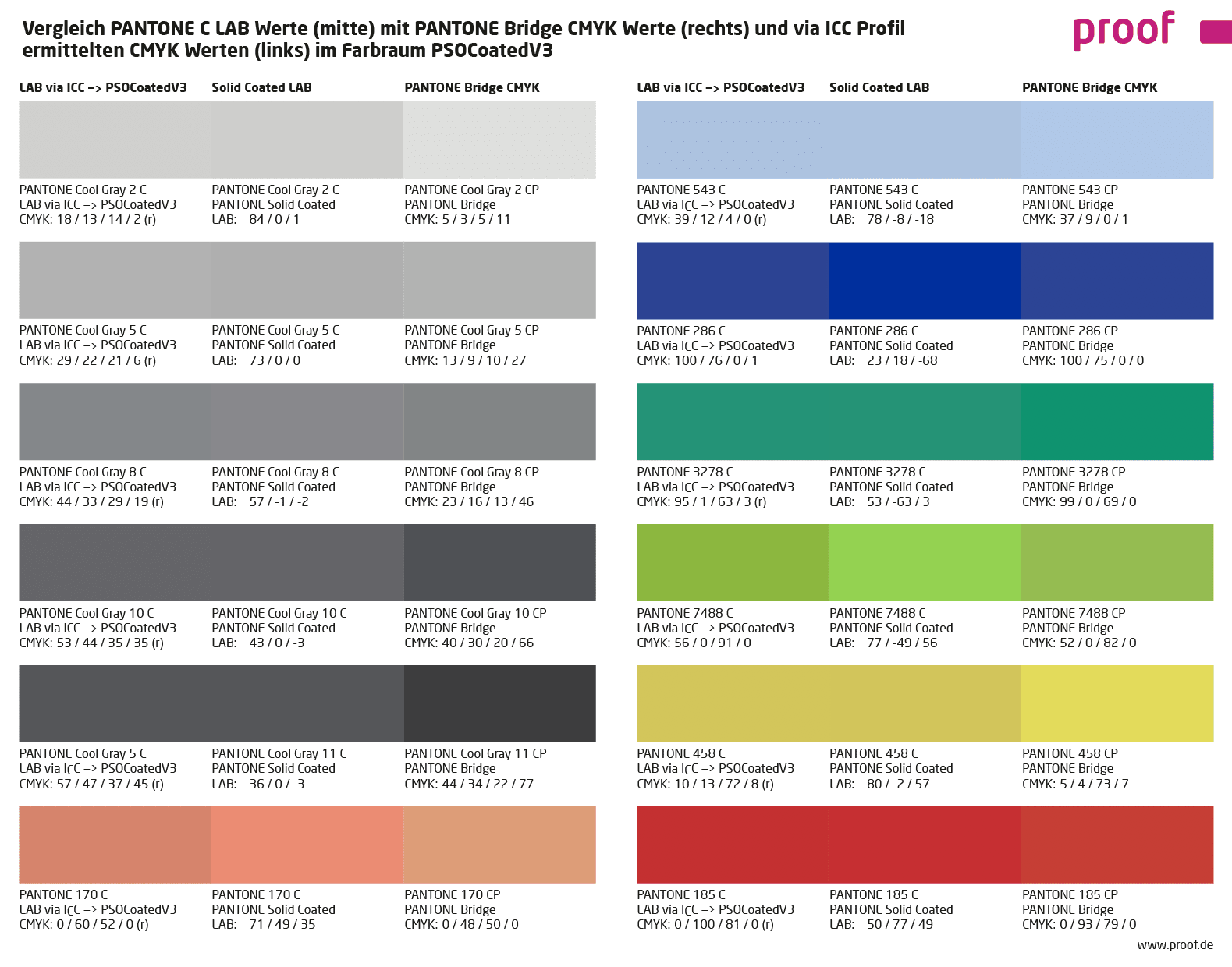
A very frequent topic for us in the area of proofing is the optimal conversion of PANTONE colours in CMYK for classic, inexpensive four-colour printing. In the last few days, there has been a lively discussion on this topic in the Adobe Forum and in the colour management forum of hilfdirselbst.ch, which I would like to summarise briefly, as our customers often struggle with the same issues. PANTONE and the PANTONE CMYK values from Bridge: The Problem The central question is to which standard or colour profile a CMYK value …
Paper white from Arctic Paper, Surbalin from Peyer and more added
We have added 140 additional paper white values from Arctic Paper, Peyer, Igepa, Antalis and Mondi. As a result, a total of almost 1400 paper whites are now available in our database. From the company Peyer we have added the colour shades of the Surbalin product range, although we have not covered all surfaces individually here. However, we have now also included other Peyer products such as Peytan, Peydur, Peyprint and Comet in the paper white database. You can find the paper white database at shop.proof.de: https://shop.proof.de/en/info/paper-white.html
How to match the production paper, proof standard and the proof precision of spot colours
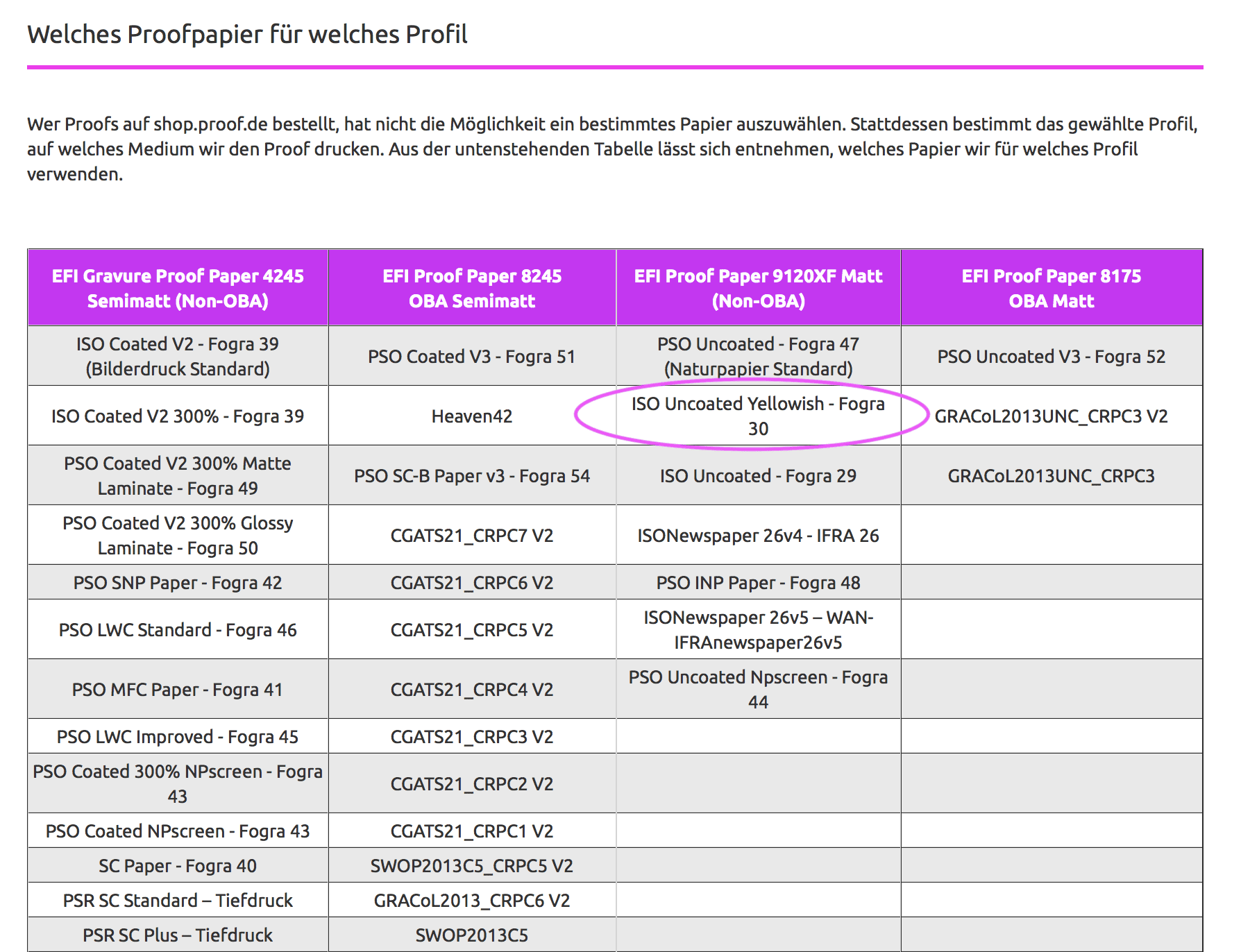
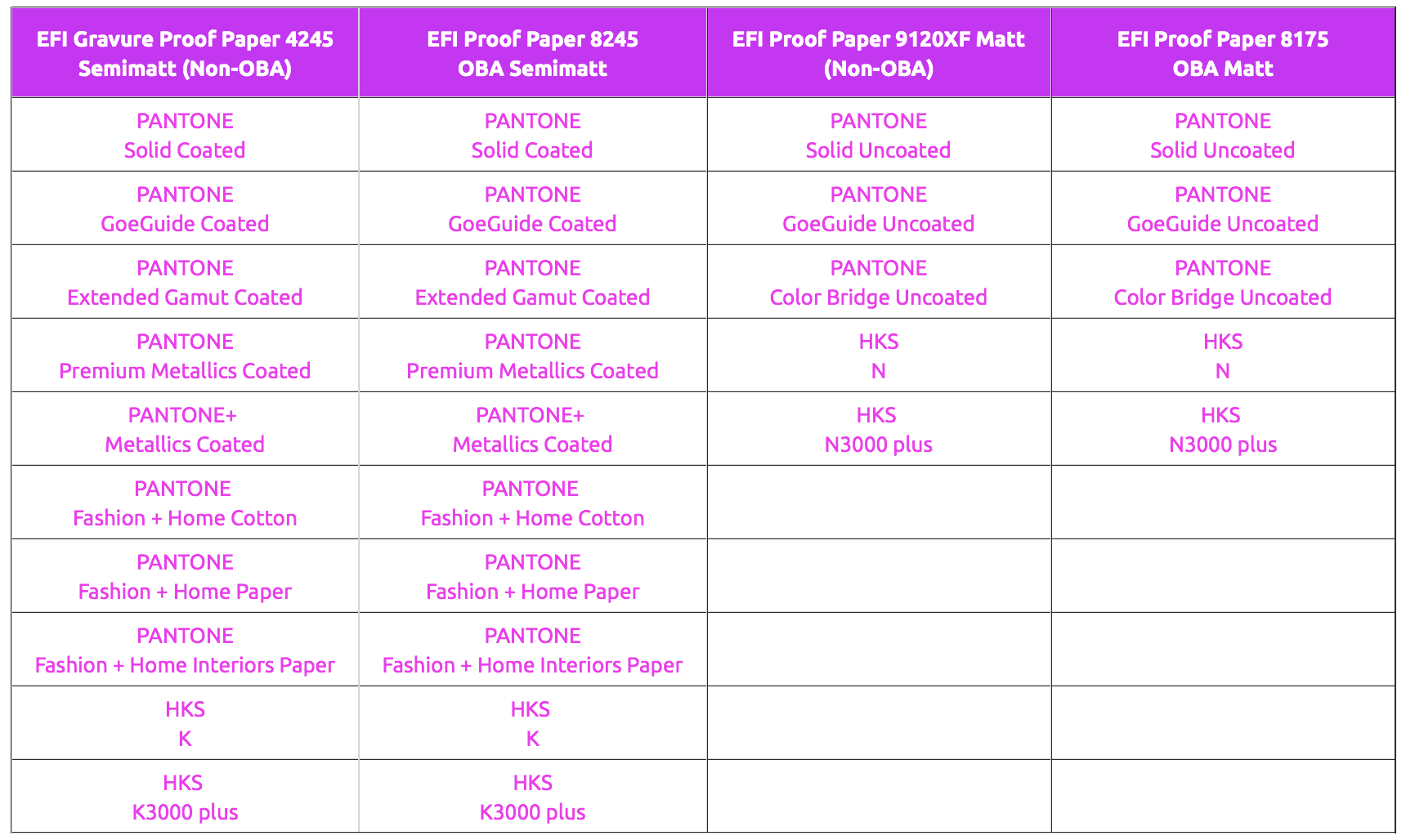
Today a customer called who wanted to order a proof of several HKS N spot colours on an uncoated paper. “Which proof profile should I choose? And how exactly can you match my special colours in the proof? I probably have to proof several HKS N red tones in comparison. By the way, the printing is to be done on Fly Cream, a slightly yellowish paper.”
What is the paper white of the production paper?
First of all, I searched with the customer for the production paper in our paper white database. A quick look via full text search revealed that we have measured Fly Cream from Papier Union:

Which proof profile for corrugated plastic posters and election posters?
As is well known, elections are always around the corner, and the trend towards ever larger and more numerous election posters is unbroken. In the past, only Mother Nature made the landscapes colourful in spring, but today every local, state, federal and European election does so easily. Every candidate, every large or small party now has the technical and financial means to transform entire streets into a colourful sea of messages and faces. Once the photographer has captured the election candidates well in the studio, the pictures go off for …
eciCMYK profile available for proofing
Today we have activated the exchange colour space eciCMYK, Fogra53 for proofing and integrated it into the online shop of proofing.de for ordering. eciCMYK is the colour space for CMYK print production and complements the other Fogra colour spaces, but in contrast to these it does not represent a specific printing process, but is rather “neutral CMYK”. Due to the large gamut of eciCMYK all classical printing processes can be represented, it can be proofed on modern proofing systems without any problems and corresponds in its characteristics to typical CMYK …
PANTONE and HKS colour deviations in proofing updated
Current proofing systems can reproduce spot colours such as HKS or Pantone very well. With the Fiery XF 6.5.2 proofing software and the Epson SureColor-P9000V Spectro proof printer, we have evaluated the colour deviation in Delta-E00 with which the various PANTONE and HKS colours can be proofed. On shop.proof.de, the tables are now available for all important PANTONE and HKS colour systems, sorted by colour fans. A distinction is made between the proofing substrates that we use, since the surface texture and the paper white also have an influence on …
Paper white of many paper manufacturers and online printers measured
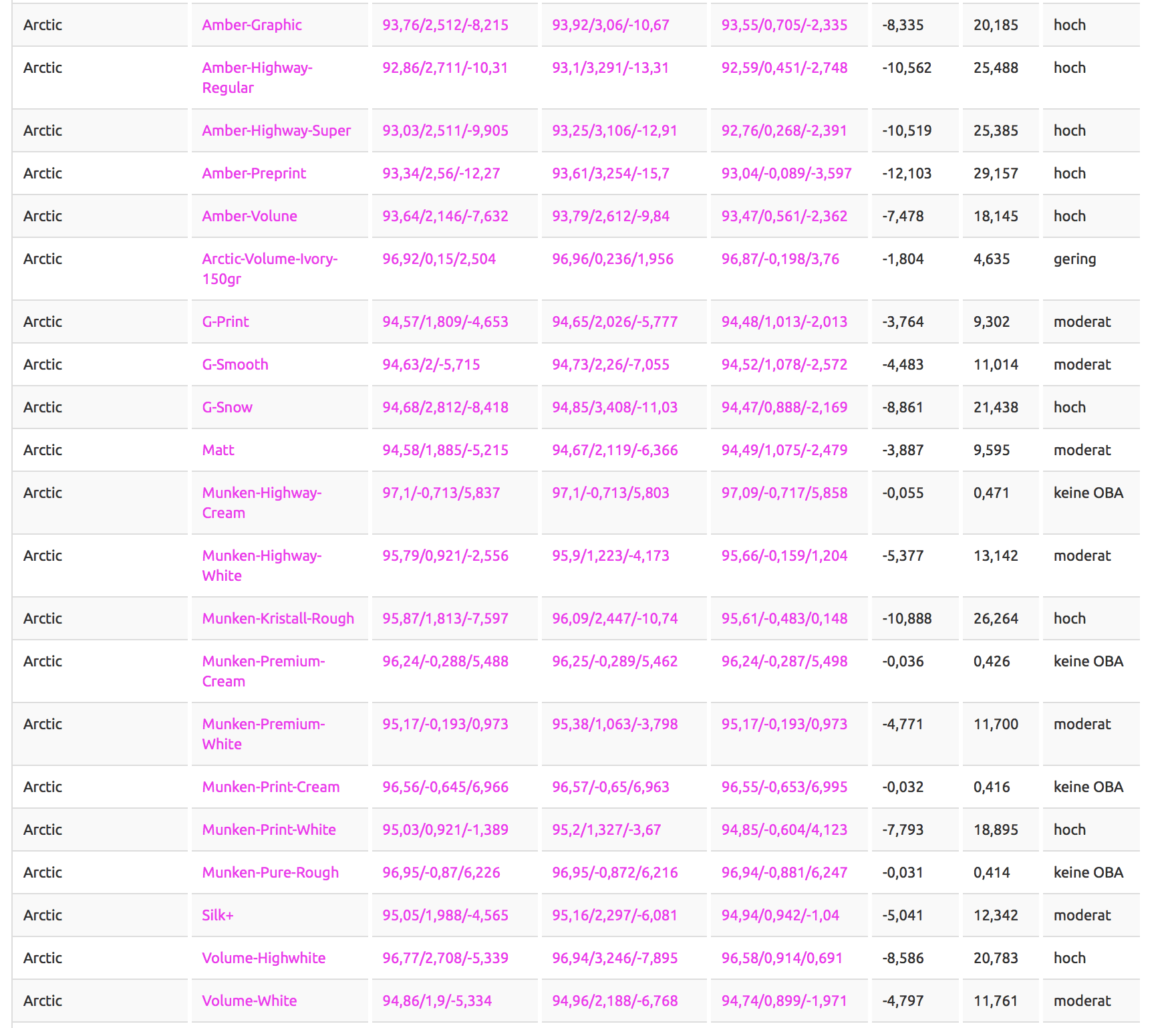
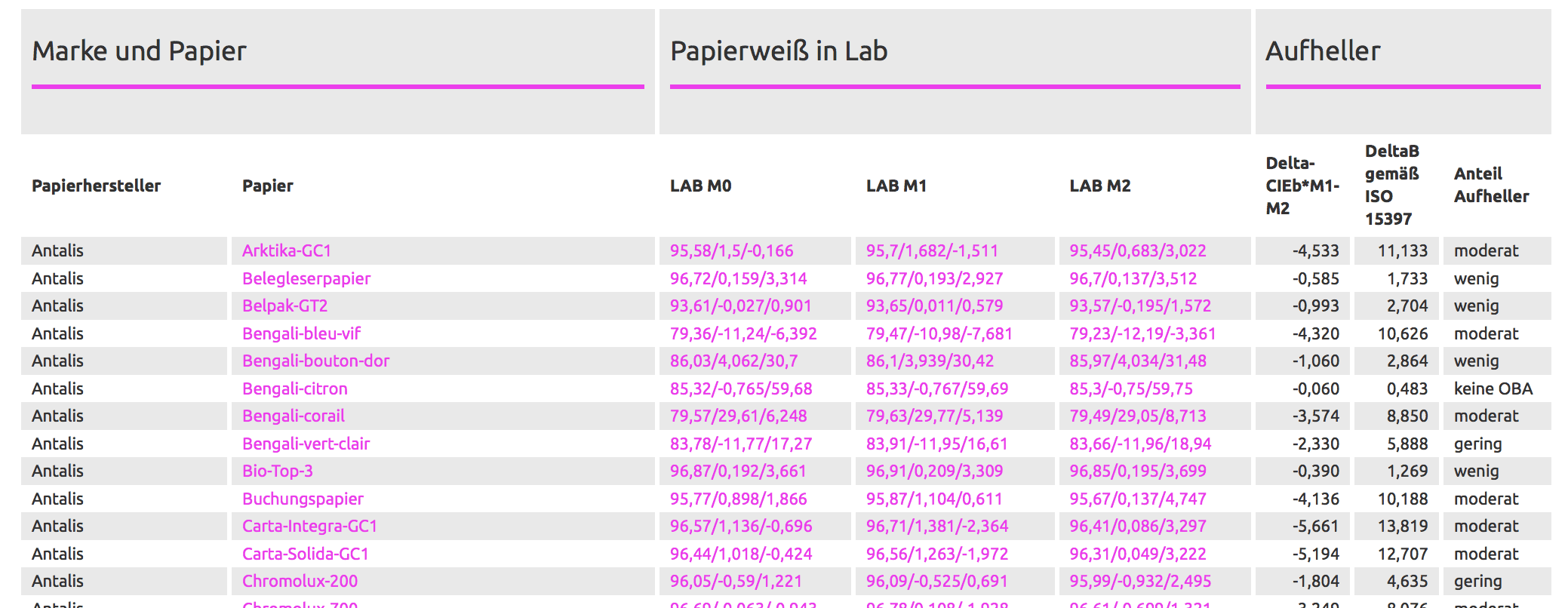
We spectrally measured the paper white tone and the proportion of optical brighteners of over 1,000 papers of the most important paper manufacturers such as Berberich and Papier Union as well as online printing companies such as Flyeralarm and wir-machen-druck.de. Only a few paper manufacturers currently publish data on paper whiteness and the proportion of optical brighteners in their papers, but only technical indicators such as whiteness according to ISO 2470-2 or CIE ISO 11475. However, designers can hardly record paper whiteness with these values. In addition, it is not …
free colour: CIELAB HLC Colour Atlas XL published and can be ordered at proof.de
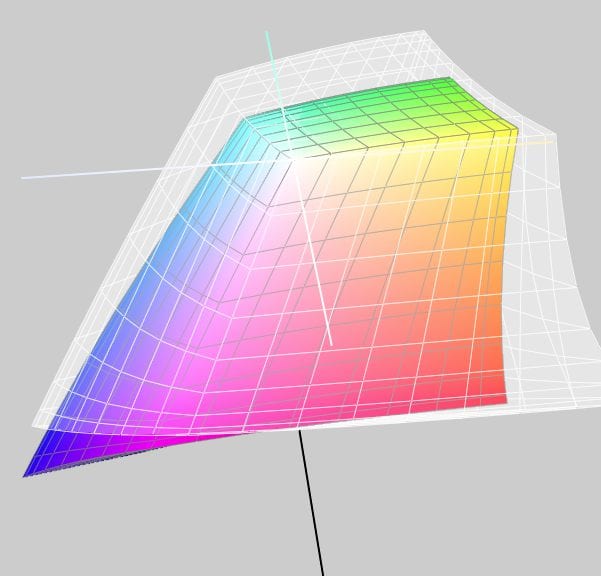
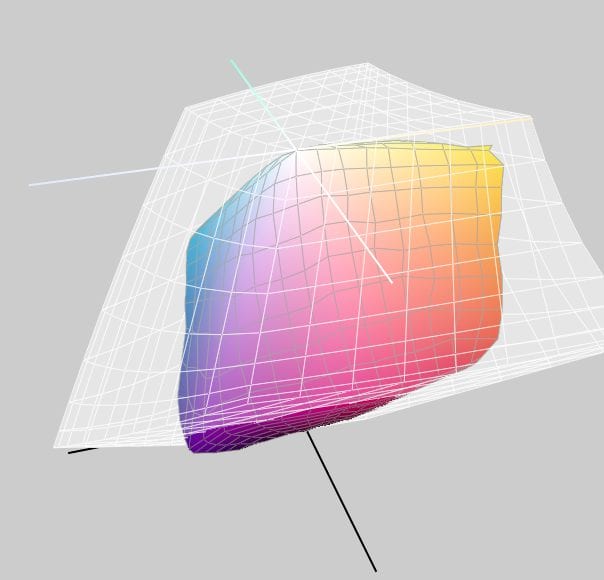
After almost a year of work the time has finally come. The CIELAB HLC Colour Atlas XL saw the light of day. The new HLC Colour Atlas XL is the basis for all stages of professional colour communication – from design to the finished product. The standard version contains 2040, the new XL version even 13283 mathematically-systematically graded CIELAB colour tones on 74 pages. You can order the CIELAB HLC colour atlas here in our shop The free file package contains the layer PDF version with several gamuts for the analysis …
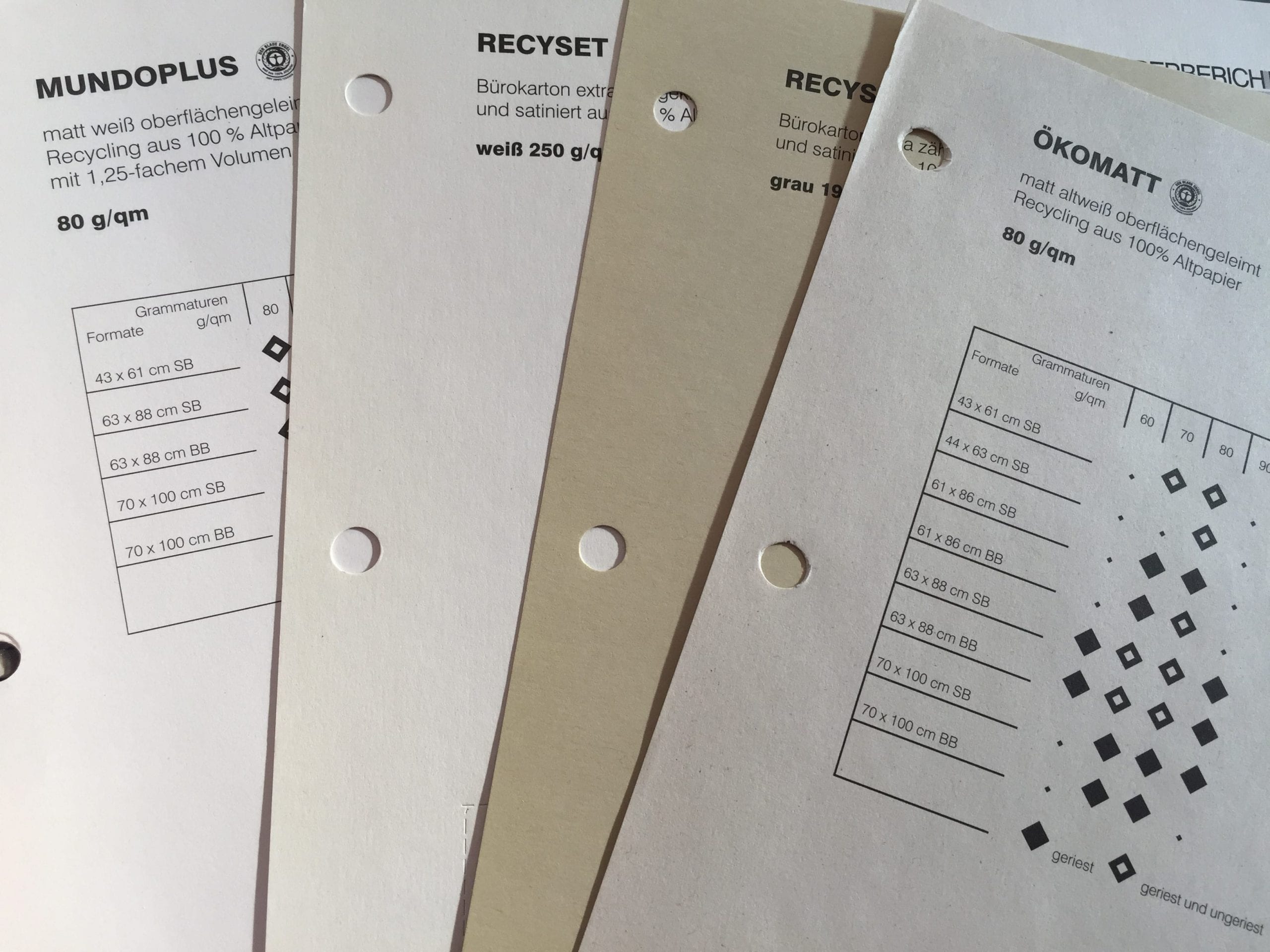
Proofs for recycled paper. Is that possible?
We produce proofs for classic white uncoated papers on a daily basis, but the question often arises as to which proof standard could be used for printing on recycled paper. In general, the paper white in a proof is precisely defined in the proof standard and is also measured in every test report. For PSOUncoated it is 95.00 / 0.00 / -2.00 in CIELAB and for PSOUncoatedV3 it is 93.50 / 2.50 / -10.00, i.e. slightly darker (93.50 instead of 95.00 for brightness L) and significantly bluer (-10.00 instead of …

DIN SPEC 16699 “Open colour communication” published
A few days ago, our DIN SPEC 16699 “Open Colour Communication” was published and is now available for free download from DIN’s Beuth-Verlag. Matthias Betz from Proof GmbH, Holger Everding from DTP Studio Oldenburg, Jan-Peter Homann from Homann Colormanagement in Berlin and Eric. A Soder from Pixsource in Switzerland, all members of the association freieFarbe e.V., have shown in the bilingual DIN specification a way to create high-precision color samples on the basis of open source, license-free standards and have shown ways for cross-media color communication. The 44-page PDF is …
Why is the embedding of RGB profiles so important?
A few days ago we received a call from a customer in the field of design, who sent open Adobe InDesign data in ISOCoatedV2 300% with contained RGB images to the production company for a complex CD production on the advice of the producing company (“The printing company still has a prepress stage, which can then prepare your data optimally…”). The result of the finished printed CD booklets and inlays did not correspond at all to the calibrated monitor image of our customer, the client was also unhappy and requested …
How CMYK and RGB profiles are handled in proofing
When we receive a file from you, the first thing we check is whether there are colours other than CMYK in the file. If the file is built exclusively in CMYK, it will be sent directly for proofing.
Handling wrong profiles with CMYK data / “Profile Mismatch
If we have only received CMYK data from you, we will ignore all input and output profiles and only use the CMYK values that we bring to the ordered output colour space.
Example 1: Data in ISOCoated, proof in ISOCoatedV2 ordered, thus wrong or no CMYK profile embedded.
You send a file with the profile ISOCoated and a colour area in CMYK 100/70/0/0 and order a proof according to ISOCoatedV2.
We ignore the ISOCoated profile and proof the pure colour value 100/70/0/0 according to ISOCoatedV2.

Adobe Color Picker 2019: Decimal places possible in InDesign and Illustrator
Adobe has updated its colour picker in the 2019 version. Especially in Adobe InDesign 2019, decimal places are now possible for LAB and CMYK during colour input, which is a long-desired feature especially in the high-end colour area. Up to now it was already possible in Adobe InDesign to enter colour values e.g. in CMYK with decimal places and to write them into the PDF during PDF export, but only integer values were displayed.
In Adobe InDesign 2019, three decimal places can now be entered for LAB and CMYK and can also be read out again. However, these values are not adopted in the automatic labelling of the colour fields, although this can always be adjusted manually.

freieFarbe e.V. – Review of the General Meeting and Preview
On the last weekend in September the general meeting of the association freieFarbe e.V. took place in Tübingen. From Friday to Sunday, the members worked, discussed, conceived and, as you can see on the picture, ” punted” in and with new products and ideas in the best weather on the Neckar river.


First online printers switch to PSOCoatedV3 and PSOUncoatedV3
With DieDruckerei.de, the first well-known online printer has switched to PSOCoatedV3 and PSOUncoatedV3. A sign that almost exactly three years after the new Fogra51/52 standards appeared, they are increasingly being used in production and as a requirement for printers to produce data. The fact that also here the conversion does not run completely smoothly, shows up in the data requirements, which recognize beside the new PSOCoatedV3 also a 300% variant of the profile – a legacy from the ISOCoatedV2 300% times, PSOCoatedV3 is present only in a 300% version, a …
Proofing with individual ICC profiles
We received a call from a new customer today: He proofs for Chinese suppliers, and up to now he is producing proofs in Japan Color 2001 Coated (JapanColor2001Coated.icc). We had not yet set up the profile in our RIP, but within a short time we were able to load the profile into our RIP, create workflows, and make the profile available for order in the shop. We will gladly integrate your individual ICC proof profiles and create proofs for you. We proof more than 50 international proof standards, but there …
DIN SPEC 16699 “Open colour communication” shortly before publication
Last Monday, the authors Jan-Peter Homann, Holger Everding, Eric A. Soder and Matthias Betz took another milestone in the direction of free color communication in a final meeting at the German Institute for Standardization – DIN in Berlin: The last open points of DIN SPEC 16699 “Open Colour Communication” were discussed and approved. Now only the English version by Matthias Betz and Eric A. Soder and the final implementation and approval by DIN are missing. It is expected that DIN SPEC will be available for download in August. …
Update of the shop of Proof.de also with regard to the GDPR
In order to implement the EU General Data Protection Regulation also in the shop in conformity, we have updated the shop in the last weeks, applied security patches and implemented important innovations for the protection of your personal data. We would like to briefly introduce some important changes: Your passwords are now even more strongly encrypted in the shop If you have forgotten your password, you will no longer receive a new password via email, but can change your new password via a shop page. You will still receive an …

DIN SPEC Business Plan “Open Colour Communication” published
Currently, our freecolour.org DIN SPEC business plan was published for 4 weeks from 19.02.2018 to 19.03.2018 on the DIN website for comment. In this DIN SPEC we will define tools and procedures for open and transparent color communication from design to finished product based on CIELAB color values, physical samples according to ISO12647-7 and spectral data in CxF3 format according to ISO 17972. DIN SPEC describes both the way to create physical samples and CxF spectral data for any CIELAB color values by the user and the basic parameters of …